












- ການອອກແບບການຈັດປະເພດຕາມແນວນອນ, ເໝາະສຳລັບການຜະລິດຝຸ່ນລະອຽດຫຼາຍ, ປະສິດທິພາບທຽບກັບໂຮງງານຈັດປະເພດອາກາດ ZPS ຂອງເຢຍລະມັນ.
- ໂຄງປະກອບການ grinding ເປັນເອກະລັກແລະການອອກແບບໂຄງສ້າງ classofying ຮັບຮູ້ຜົນກະທົບ grinding ເປັນເອກະລັກ.
- ການອອກແບບພາກສະຫນາມການໄຫຼເປັນພິເສດເພື່ອຫຼີກເວັ້ນການສະສົມຂອງວັດສະດຸບາງຢ່າງທີ່ມີຄວາມຄ່ອງຕົວທີ່ບໍ່ດີ.
- ການຈັດປະເພດຂອງການຕັດປາຍແມ່ນຊັດເຈນກວ່າແລະການແຜ່ກະຈາຍຂະຫນາດອະນຸພາກຂອງຜະລິດຕະພັນແມ່ນແຄບກວ່າ.
- ງ່າຍຕໍ່ການເຮັດຄວາມສະອາດ, ເຫມາະສົມກັບຄວາມຕ້ອງການການຜະລິດຂອງການທົດແທນເລື້ອຍໆຂອງວັດສະດຸ.
ການດໍາເນີນງານ
ໂຮງງານຈັດປະເພດອາກາດຮຽກຮ້ອງໃຫ້ມີອາກາດຫຼືອາຍແກັສສໍາລັບການລໍາລຽງ, ການຫຼຸດຜ່ອນຂະຫນາດແລະການຈັດປະເພດອາກາດຂອງຜະລິດຕະພັນທີ່ກໍາລັງດໍາເນີນການ. ອາກາດຫຼືອາຍແກັສຖືກນໍາສະເຫນີໃຫ້ໂຮງງານຈັດປະເພດອາກາດຜ່ານທາງເຂົ້າທາງອາກາດຕົ້ນຕໍແລະ inlet ຜະລິດຕະພັນ. ຫຼາຍເທົ່າທີ່ 30% ຂອງປະລິມານອາກາດທັງຫມົດສາມາດຖືກນໍາສະເຫນີຢູ່ inlet ຜະລິດຕະພັນຂຶ້ນກັບຄໍາຮ້ອງສະຫມັກ. ວັດສະດຸອາຫານຖືກຖ່າຍທອດດ້ວຍລົມຫາຍໃຈພາຍໃຕ້ສູນຍາກາດ ຫຼື ຖ່າຍທອດດ້ວຍກົນຈັກໂດຍການສະກົດ, ເຂົ້າໄປໃນຊ່ອງປ້ອນອາຫານຂອງໂຮງງານພ້ອມກັບອາກາດຂະບວນການ. ໂດຍຫລັກການແລ້ວ, ວັດສະດຸແມ່ນໃຫ້ອາຫານໃນອັດຕາຄົງທີ່ຜ່ານອຸປະກອນການໃຫ້ອາຫານແບບ volumetric ຫຼື gravimetric.
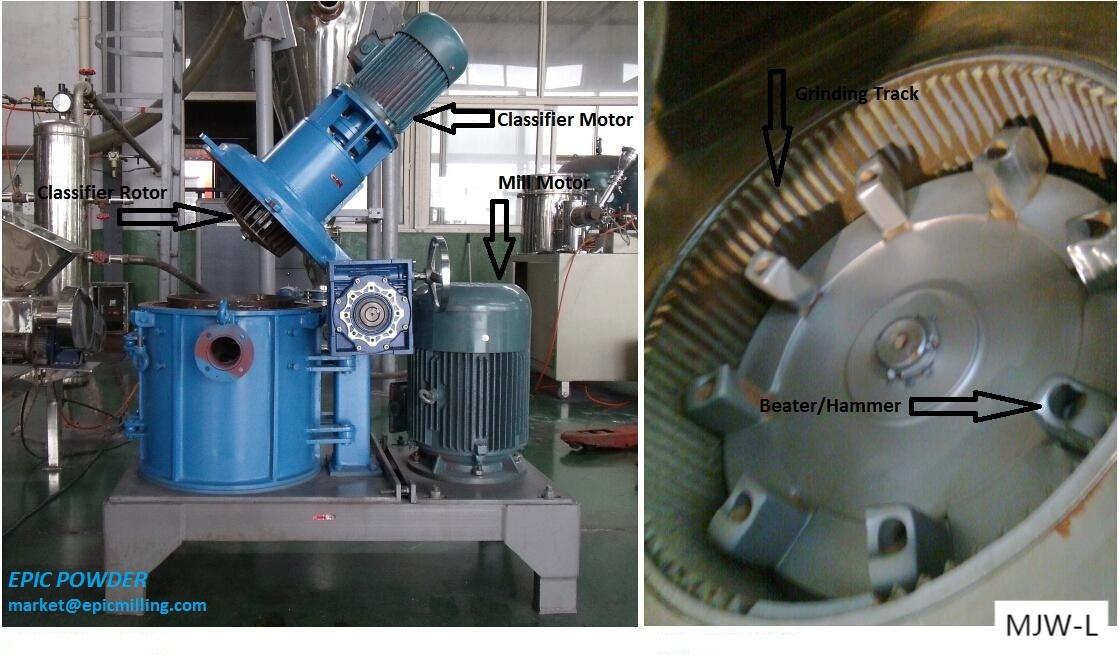
ຫຼັງຈາກທີ່ຜ່ານການປ້ອນຂໍ້ມູນຂອງອາຫານ, ອຸປະກອນການເຂົ້າໄປໃນເຂດການກັດ. ໃນຈຸດນີ້, ວັດສະດຸມາຕິດຕໍ່ກັບໃບຫນ້າຂອງ hammers ພືດຫມູນວຽນ, ບ່ອນທີ່ຜົນກະທົບເກີດຂຶ້ນແລະວັດສະດຸໄດ້ຖືກ fractured ເປັນອະນຸພາກຂະຫນາດນ້ອຍ. ຕັ້ງຢູ່ອ້ອມຮອບຂອງຫ້ອງເຄື່ອງປັ່ນປ່ວນແມ່ນ "ເສັ້ນໂຄ້ງ deflector ຫຼາຍ". ອົງປະກອບນີ້ຊ່ວຍໃນການຊ້າລົງຄວາມໄວຂອງອຸປະກອນຂ້າງຄຽງແລະ deflecting ມັນກັບຄືນໄປບ່ອນເຂົ້າໄປໃນເສັ້ນທາງ hammer ສໍາລັບຜົນກະທົບປະສິດທິພາບຫຼາຍແລະການຫຼຸດຜ່ອນຂະຫນາດ.
ຫຼັງຈາກນັ້ນ, ຜະລິດຕະພັນໄດ້ຖືກຖ່າຍທອດຂຶ້ນເທິງໂດຍກະແສອາກາດໂດຍຜ່ານການປະກອບ shroud ແລະ baffle ທີ່ມີການປ່ຽນແປງທິດທາງຂອງຜະລິດຕະພັນ / ປະສົມທາງອາກາດໃນຂະນະທີ່ນໍາມັນໄປຫາເຂດການຈັດປະເພດ. ການປະກອບ shroud ແລະ baffle ຍັງສະຫນອງການແຍກພື້ນທີ່ພາຍໃນໂຮງງານອອກເປັນສອງເຂດ; ເຂດການຂັດ ແລະເຂດການຈັດປະເພດ.
ເມື່ອຜະລິດຕະພັນເຂົ້າໄປໃນເຂດການຈັດປະເພດ, ອະນຸພາກໄດ້ຖືກນໍາສະເຫນີໃສ່ລໍ້ຈັດປະເພດຫມຸນ, ເຊິ່ງອີງຕາມຂະຫນາດແລະຄວາມຫນາແຫນ້ນ, ອະນຸພາກຈະຜ່ານເຄື່ອງຈັດປະເພດຫຼືອະນຸພາກທີ່ມີຂະຫນາດເກີນຈະຖືກປະຕິເສດແລະໄຫຼກັບຄືນສູ່ເຂດ grinding ສໍາລັບການຫຼຸດຜ່ອນຂະຫນາດເພີ່ມເຕີມ. ຜະລິດຕະພັນທີ່ປຸງແຕ່ງແລ້ວ/ສ່ວນປະສົມຂອງອາກາດອອກຈາກໂຮງງານ.
ມີສອງຕົວກໍານົດການຕົ້ນຕໍທີ່ຖືກນໍາໃຊ້ເພື່ອຄວບຄຸມແລະການປ່ຽນແປງຈຸດຕັດອະນຸພາກຫຼືຂະຫນາດອະນຸພາກສູງສຸດ; ປະລິມານອາກາດຜ່ານໂຮງງານແລະຄວາມໄວຫມຸນຂອງເຄື່ອງຈັດປະເພດ. ການໄຫຼຂອງອາກາດຜ່ານໂຮງງານຜະລິດຜົນບັງຄັບໃຊ້ລາກເພື່ອຖ່າຍທອດອະນຸພາກໄປຫາຕົວຈັດປະເພດ ແລະຄວາມໄວການຫມຸນຂອງເຄື່ອງຈັດປະເພດຈະສ້າງແຮງ centrifugal ທີ່ປະຕິເສດອະນຸພາກອອກຈາກຕົວຈັດປະເພດ. ໃນເວລາທີ່ທັງສອງກໍາລັງນີ້ຖືກເຮັດໃຫ້ເທົ່າທຽມກັນສໍາລັບມະຫາຊົນອະນຸພາກທີ່ໃຫ້, particle ທີ່ມີຄວາມເປັນໄປໄດ້ເທົ່າທຽມກັນທີ່ຈະໄດ້ຮັບການຍອມຮັບຫຼືປະຕິເສດຢູ່ໃນໃບຫນ້າຂອງລໍ້ຈັດປະເພດ. ອີງຕາມການປ່ຽນແປງຂອງກໍາລັງຕໍ່ຕ້ານເຫຼົ່ານີ້ໂດຍຜ່ານການປ່ຽນແປງຂອງປະລິມານອາກາດ, ຫຼືການປ່ຽນແປງຄວາມໄວການຈັດປະເພດ, ຈຸດຕັດຂະຫນາດເທິງຂອງອະນຸພາກສາມາດຄວບຄຸມໄດ້.
ພາລາມິເຕີ
| ຕົວແບບ | 300 | 400 | 500 | 600 | 700 | 1000 | 1250 | 1500 |
|---|---|---|---|---|---|---|---|---|
| ພະລັງງານມໍເຕີ (kw) | 7.5 | 22 | 30 | 37 | 45 | 75-90 | 132-160 | 200-250 |
| ຄວາມໄວການຫມຸນ (rpm) | 7500 | 4800 | 4200 | 3500 | 3000 | 2100 | 1800 | 1500 |
| ພະລັງງານມໍເຕີ (kw) | 3 | 5.5 | 7.5 | 15 | 15 | 22 | 30 | 45 |
| ຄວາມໄວການຫມຸນ (rpm ສູງສຸດ) | 8500 | 6000 | 4650 | 4000 | 3300 | 2400 | 1900 | 1500 |
| ຄວາມດີ (μm) | 5-300 | 5-300 | 5-300 | 5-300 | 5-300 | 5-300 | 5-300 | 5-300 |
| ຄວາມອາດສາມາດ (kg/h) | 2-100 | 10-1000 | 15-1500 | 20-2000 | 18-1800 | 45-4500 | 75-7500 | 100-10000 |
ສົ່ງຂໍ້ຄວາມຫາພວກເຮົາ
Caes ທີ່ກ່ຽວຂ້ອງ
Bentonite Ultrafine Grinding ໂຄງການໃນປະເທດເກຣັກ

ການຮ່ວມມືກັບລູກຄ້າປາກິສຖານ: ການແກ້ໄຂການສະຫນອງຝຸ່ນອາລູມິນຽມຄຸນນະພາບສູງແລະການຈັດປະເພດ
ລູກຄ້າມາເລເຊຍໃຊ້ເຄື່ອງຈັດປະເພດອາກາດສໍາລັບ Buffer Salt Ultrafine Powder
