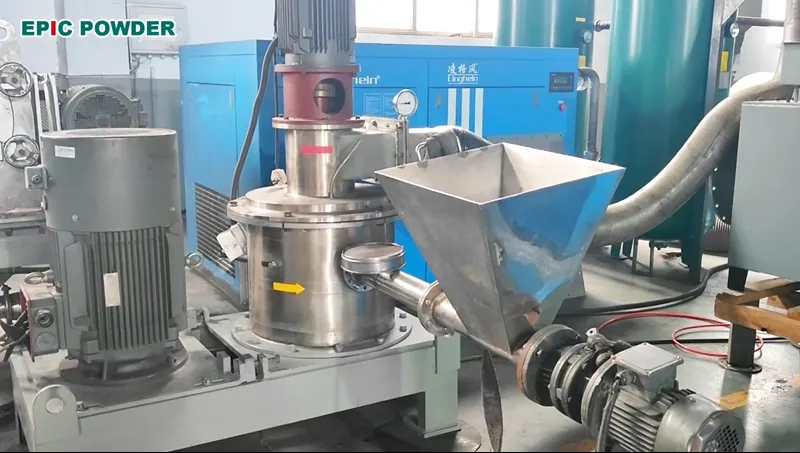
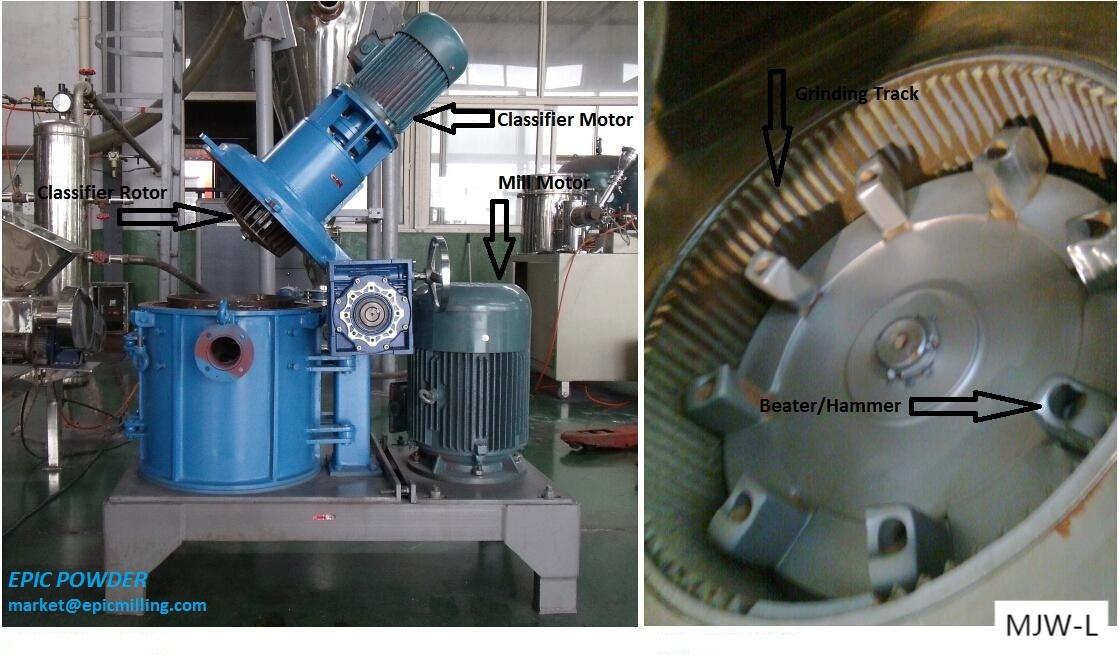
MJL-W Air Classifier Mill
MJL-W air classifier mill is driven independently by the crushing disc and the classifying wheel, the crushing disc is installed vertically, and the classifying wheel is installed horizontally. The material is evenly fed into the grinding chamber by the feeding system, and is strongly impacted by the high-speed rotating crushing disc, and at the same time, it is subjected to centrifugal force and collides with the crushing ring gear. The comprehensive effect of various forces such as impact, shear, friction, and collision causes the material to be ground. The ground material moves to the classification area with the airflow, and the coarse and fine materials are separated by the frequency conversion regulated classification wheel. The fine powder products that meet the fineness requirements are brought into the cyclone and dust collector by the airflow, and the coarse materials are returned to the grinding area for re-grinding.