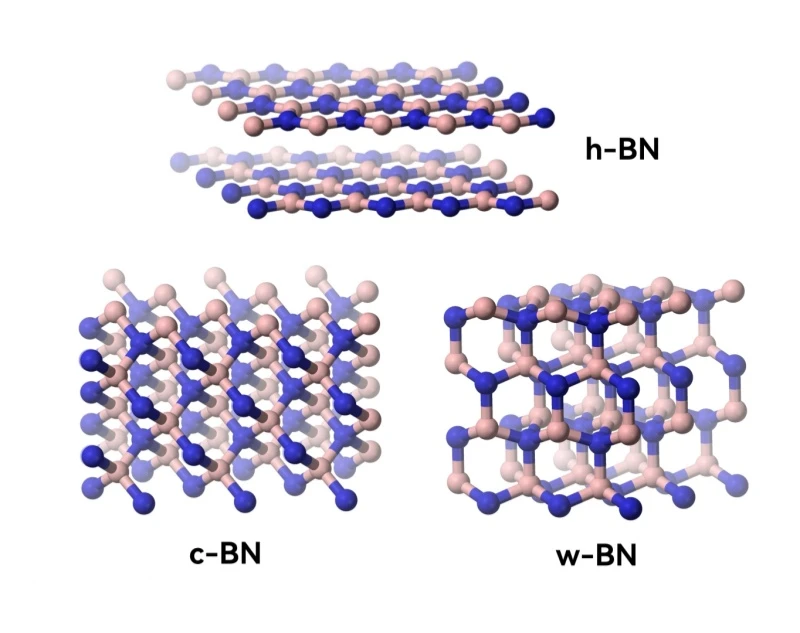
Hexagonales Bornitrid (h-BN), auch bekannt als weißer Graphit, ist ein geschichtetes Keramikmaterial mit hervorragender thermischer Stabilität, chemischer Inertheit, Schmierfähigkeit und Isolationseigenschaften. Es findet breite Anwendung in elektronischen Bauelementen, Verbundwerkstoffen, Schmierstoffen und im Wärmemanagement. Für viele anspruchsvolle Anwendungen – wie Nanokompositmaterialien oder Hochleistungsbeschichtungen – muss h-BN jedoch auf Submikron-Niveau (Partikelgröße < 1 μm) vermahlen werden, um seine spezifische Oberfläche zu vergrößern und die Dispergierbarkeit zu verbessern.
Herkömmliche Zerkleinerungsverfahren wie Kugelmühlen oder Hammermühlen haben oft Schwierigkeiten, die Partikelgrößenverteilung zu kontrollieren, was zu ungleichmäßigen Produkten oder starker Verunreinigung führt.
Die Windsichtermühle ist eine effiziente Anlage zur Ultrafeinvermahlung, die mechanische Schlagzerkleinerung mit dynamischer Windsichtung kombiniert. Sie ermöglicht eine präzise Partikelgrößenkontrolle und eignet sich besonders für relativ weiche Materialien wie h-BN (Mohs-Härte ≈ 1–2). Durch Optimierung der Parameter kann eine Windsichtermühle h-BN-Ausgangsmaterial auf D97 < 10 μm und sogar in den Submikronbereich (D50 ≈ 0,5–1 μm) reduzieren. Dieser Artikel beschreibt detailliert das Prinzip, die Arbeitsschritte, die wichtigsten Parameter und die zu beachtenden Vorsichtsmaßnahmen für die Submikron-Ultrafeinvermahlung von hexagonalem Bornitrid mithilfe einer Windsichtermühle.
Funktionsprinzip des Luftklassierermühle
Das Herzstück einer Sichtermühle ist ihr integriertes Mahl- und Sichtsystem. Am Beispiel einer typischen Sichtermühle lassen sich die Hauptkomponenten wie folgt zusammenfassen: Aufgabeeinlauf, Mahlkammer, Rotor (mit Hämmern oder Stiften), Sichterrad und Ventilator. Der Arbeitsprozess gestaltet sich wie folgt:
Zuführung und Vormahlung:
Das h-BN-Ausgangsmaterial (üblicherweise mikrometergroße Flocken oder Pulver) gelangt über eine Schneckenförderanlage in die Mahlkammer. Der schnell rotierende Rotor (Drehzahlen von mehreren tausend Umdrehungen pro Minute) erzeugt mechanische Stoß- und Scherkräfte, die die Partikel beim Aufprall zerkleinern. Gleichzeitig transportiert ein Hochgeschwindigkeitsluftstrom (üblicherweise Luft oder Inertgas) die Partikel und erzeugt Turbulenzen, die die Zerkleinerung zusätzlich verstärken.
Luftklassifizierung:
Die Mahlpartikel werden vom Luftstrom in die Klassierzone transportiert. Das unabhängig angetriebene Klassierrad rotiert mit hoher Geschwindigkeit und erzeugt dabei Zentrifugalkraft. Feine Partikel (Submikron-Größe) passieren das Klassierrad mit dem Luftstrom und gelangen in das Abscheidesystem, während grobe Partikel zur weiteren Zerkleinerung zurück in die Mahlkammer geschleudert werden. Dieser geschlossene Kreislauf gewährleistet eine enge Partikelgrößenverteilung und verhindert sowohl Über- als auch Untervermahlung.
Produktkollektion:
Feines Pulver wird mittels Zyklonabscheider oder Schlauchfilter aufgefangen, während das Abgas über einen Ventilator abgeführt wird. Der gesamte Prozess findet bei Umgebungs- oder niedriger Temperatur statt und eignet sich daher für wärmeempfindliche Materialien wie h-BN.
Im Vergleich zu Strahlmühlen verbrauchen Klassiermühlen 30–50 µP/3T weniger Energie und eignen sich besser für die Produktion im mittleren bis großen Maßstab. Die Schichtstruktur von h-BN erleichtert zwar die Exfoliation, führt aber auch zu elektrostatischer Agglomeration. Die luftunterstützte Dispersion in Klassiermühlen ist diesbezüglich besonders effektiv.

Schritte zur Erreichung des Submikron-Standards Ultrafeine Pulverisierung von Hexagonales Bornitrid
Im Folgenden wird eine praktische Vorgehensweise zur Pulverisierung von h-BN mithilfe einer Windsichtermühle beschrieben. Es wird von der Verwendung von Labor- oder Industrieanlagen und hochreinem h-BN-Pulver (>99%) mit einer Ausgangspartikelgröße von 10–50 μm ausgegangen.
Rohstoffvorbereitung
Um Verunreinigungen durch Fremdstoffe (z. B. Metallionen) zu vermeiden, sollte hochreines h-BN ausgewählt werden.
Vorbehandlung: Trocknen (105 °C Ofen für 2–4 Stunden) und Sieben (durch 100 Mesh, um große Agglomerate zu entfernen).
Falls h-BN hygroskopisch ist, sollte es unter inerter Atmosphäre (z. B. Stickstoff) gelagert werden.
Geräteaufbau
Um den Abrieb aufgrund der schmierenden Eigenschaften von h-BN zu verringern, sollten verschleißfeste Auskleidungen (aus Keramik oder Polyurethan) eingebaut werden.
Rotortyp auswählen: Für h-BN werden Stiftrotoren empfohlen, um die Scherexfoliation zu verbessern.
Gassystem konfigurieren: Verwenden Sie trockene Druckluft oder Stickstoff; regeln Sie die Durchflussrate auf 2000–5000 cfm, um Oxidation zu verhindern.
Parameteroptimierung
Rotordrehzahl: Beginnen Sie mit 5000–8000 U/min; erhöhen Sie die Drehzahl schrittweise je nach gewünschter Feinheit. Höhere Drehzahlen begünstigen Submikron-Größen, aber überwachen Sie die Temperatur (h-BN ist hitzebeständig, aber übermäßige Hitze kann die Struktur verändern).
Drehzahl des Sichterrades: unabhängig einstellbar, typischerweise 3000–6000 U/min. Niedrigere Drehzahlen ermöglichen den Durchgang von mehr Feinanteilen (Erreichen eines D50 < 1 μm); höhere Drehzahlen verringern die obere Trenngröße und vermeiden eine übermäßige Produktion von Nanopartikeln.
Fördermenge: 0,5–2 kg/h (Labormaßstab), um Überlastung und Verstopfung zu vermeiden.
Gas-Feststoff-Verhältnis: 10:1 bis 20:1, um eine gute Partikeldispersion zu gewährleisten.
Zielpartikelgröße: Überwachung mittels Laserbeugung; Einstellung auf D97 < 5 μm und D50 ≈ 0,5–1 μm (Submikronbereich).
Schleifvorgang
Lüfter und Sichterrad einschalten; Gerät 5–10 Minuten vorheizen.
Das h-BN-Ausgangsmaterial langsam zuführen und dabei Druck und Temperatur überwachen (unter 80 °C halten).
Lassen Sie die Anlage 1–2 Stunden laufen und entnehmen Sie in regelmäßigen Abständen Proben, um die Partikelgrößenverteilung zu überprüfen. Verlängern Sie die Rezirkulationszeit, wenn die Verteilung breit ist.
Nachbearbeitung
Das gesammelte Pulver unter Vakuum oder bei niedriger Temperatur trocknen.
Zur weiteren Exfoliation oder verbesserten Dispersion kann eine Ultraschallbehandlung oder Oberflächenmodifizierung (z. B. durch Haftvermittler zur Verhinderung einer erneuten Agglomeration) angewendet werden.
Mit dem oben beschriebenen Verfahren kann eine Ausbeute von über 80% in einem einzigen Durchgang erzielt werden. Der Durchsatz hängt von der Anlagengröße ab (1–10 kg/h bei Laboranlagen, Hunderte von kg/h bei Industrieanlagen).

Wichtige Parameter und Optimierungsvorschläge
- PartikelgrößenkontrolleDas Exfoliationsverhalten von h-BN erleichtert das Feinmahlen, jedoch führen schwache Zwischenschichtkräfte häufig zu einer plättchenförmigen anstelle einer sphärischen Morphologie. Durch Optimierung der Drehzahl des Sichterrades lässt sich eine enge Korngrößenverteilung (SPAN < 1,5) erzielen.
- Energieverbrauch und EffizienzKlassiermühlen verbrauchen typischerweise 200–500 kWh/t, deutlich weniger als Kugelmühlen (>1000 kWh/t). Durch den Einsatz von Niedertemperatur-Gasströmen lässt sich die Effizienz um 15–201 kWh/t steigern.
- EinflussfaktorenEine Restfeuchte im Zulauf von über 11 µT führt zur Agglomeration; harte Verunreinigungen müssen vorab entfernt werden. Experimente zeigen, dass eine Erhöhung der Rotordrehzahl um 1000 U/min die durchschnittliche Partikelgröße um 20–30 µT reduzieren kann.
- Herausforderungen im SubmikronbereichStandardmäßige Klassiermühlen erreichen zuverlässig 5–10 μm. Um konstant <1 μm zu erzielen, sollten verbesserte Modelle (z. B. Mikro e-ACM) oder zusätzliche Kühlsysteme in Betracht gezogen werden.
Vorsichtsmaßnahmen und potenzielle Probleme
- SicherheitSubmikron-h-BN ist stark staubig – tragen Sie geeignete persönliche Schutzausrüstung. Verwenden Sie Inertgas, um Oxidations- oder Explosionsgefahren zu vermeiden.
- GerätewartungObwohl die Schmierfähigkeit von h-BN den Verschleiß reduziert, sollten die Auskleidungen und das Sichterrad regelmäßig überprüft werden. Mit einer trockenen Bürste oder Druckluft reinigen; Wasser vermeiden.
- Umweltaspekte: Für ausreichende Belüftung und Filterung sorgen, um die Staub- und Lärmschutzbestimmungen einzuhalten.
- QualitätskontrolleDie Morphologie kann mittels Rasterelektronenmikroskopie (REM) und Röntgenbeugung (XRD) untersucht werden, um zu bestätigen, dass die Kristallstruktur unverändert bleibt. Submikron-h-BN neigt zur Reagglomeration; daher sollten während der Lagerung Trennmittel hinzugefügt werden.
- EinschränkungenFür echte Nanometergrößen (<100 nm) sind Klassiermühlen möglicherweise nicht ausreichend – stattdessen sollten Strahlmühlen oder kombinierte Kugelmühlenverfahren in Betracht gezogen werden.
Abschluss
Die Verwendung einer Sichtermühle zur submikronen Ultrafeinvermahlung von hexagonalem Bornitrid (h-BN) ist eine effiziente und präzise Methode, die die Pulverhomogenität und -reinheit verbessert und gleichzeitig die Produktionskosten senkt. Dank technologischer Fortschritte – wie integrierter SPS-Steuerung und Echtzeitüberwachung – werden Sichtermühlen in der h-BN-Verarbeitung eine immer wichtigere Rolle spielen. Für die praktische Anwendung empfiehlt es sich, zunächst Versuche im kleinen Maßstab durchzuführen, um die Parameter entsprechend dem jeweiligen Rohmaterial und den Zielvorgaben zu optimieren. Zukünftig werden Sichtermühlen in Kombination mit KI-basierten Optimierungsalgorithmen die Anwendung von h-BN in Hightech-Bereichen voraussichtlich weiter vorantreiben.

Vielen Dank fürs Lesen. Ich hoffe, mein Artikel war hilfreich. Hinterlassen Sie gerne einen Kommentar. Bei weiteren Fragen können Sie sich auch an den Online-Kundendienst von Zelda wenden.
— Gepostet von Emily Chen

